|
|
|




















|
|


Оставьте нам сообщение
Сертификация


Коммутатор конденсаторного двигателя, сварка сцепления, сварка сварки, сварка сварки, машина для горячего набора
|
|
Подробная информация о продукте:
Оплата и доставка Условия:
|





Подробное описание продукта
| Приложение: | 12V, 24V постоянные моторы с кистью | Время цикла: | 00,4 секунды на слот с сервомоторным прессом |
|---|---|---|---|
| Сплавляя размер провода: | От 0.01mm до 1.20mm для типов armatures | Сваривая охлаждая прибор: | С отдельным прибором водяного охлаждения |
| Регулировка легкая: | Сварочная операция и установка легки для оператора | Сваривая большой ряд диаметра провода: | От 0.01mm до 1.20mm для типов armatures |
| Вес брутто: | 662кг, включая паллетные пакеты | Качество слияния: | Ток предохранителя, время предохранителя, давление, контактное сопротивление |
| Выделить: | Коммутаторные двигатели постоянного тока,машина для сварки арматуры на горячем месте,коммутаторная сварочная машина с гарантией |
||
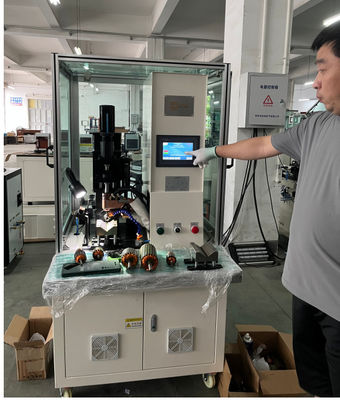
Арматурный сварочный аппарат постоянного тока для коллектора якоря, горячая клепка, сварка WIND-DC-CW003
(1) Применение:
Якорь двигателя PMDC с крючковым коллектором, коллектором с подъемом
(2) Преимущества:
|
|
|
|
|
|
|
|
|
(3) Вопросы и ответы по сварочному аппарату для горячей клепки:
(Как выбрать подходящий сварочный аппарат для горячей клепки)
1- Регулируются ли ток и время для каждого сегмента?
--- Я думаю, ваш вопрос касается достижения равномерного и постоянного качества сварки для каждого сегмента,
Выходной ток аппарата постоянного тока с высокой частотой является равномерным и постоянным, что может обеспечить равномерное качество сварки,
На экране настройки параметров машины есть настройка тока и времени сварки для 6 сегментов для якоря с множеством крючков, таких как 63 крючка,
а для коллектора с 24 крючками вы можете разделить параметры сварки на 3 этапа, установив номер стержня как 1+22+1 = 24 или разделив настройку на 1+1+1+2+3+16 = 24
учитывая время нагрева электрода и фактическую ситуацию,
В реальном производстве некоторые пользователи просто устанавливают номер стержня в Сегменте 1 как 24,
2- Как контролируется расстояние между электродами?
--- Рекомендуемое расстояние составляет около 1,5 мм до 2 мм, должно быть более 1 мм на случай различий в наружном диаметре коллектора
Вы можете проверить с помощью образца толщиной 1,5 мм в качестве калибра-пробки
3- Есть ли какая-либо линейка для измерения и обратной связи по этому расстоянию?
--- Пока нет линейки, только наблюдение оператора,
4- Как регулируется и контролируется давление, оказываемое электродом на крючок?
--- С помощью пружин разного размера можно регулировать давление, для грубой регулировки с помощью пружины, для точной регулировки с помощью винта сверху
а последняя модель WIND-TMI-3 с серводвигателем для контроля давления
5- Есть ли тензодатчик для контроля этого давления?
--- Пока нет
Гидравлические и сервопрессовые машины Wind Automation для коллекторов,
позиционирование вала имеют такой тензодатчик, который может контролировать и отображать давление,
Мы применим это к новому сварочному аппарату WIND-DC-CW003 с сервоприводом давления позже,
Это будет применено для местных пользователей, которые потребуют этого в первую очередь
6- Как контролируется сварочный ток, поддерживается ли он постоянным? Обратная связь по току?
--- Постоянный сварочный ток контролируется напряжением
![]()
7- Каковы этапы сварочного цикла, как регулируется каждая часть этого цикла? (ОЧЕНЬ ВАЖНО)
--- Сварочный цикл включает касание электрода крючка коллектора, затем нажатие на крючок коллектора, удержание давления и отпускание
Пожалуйста, проверьте графическое изображение сварочного цикла на прикрепленной фотографии
Этот цикл связан с четырьмя факторами,
площадь контакта электрода и крючка коллектора, значение давления, время удержания давления, сварочное напряжение
Вы можете получить лучший цикл путем совместной работы этих четырех факторов,
Время цикла WIND-DC-CW003 может составлять 0,4 секунды на паз, самое быстрое среди сварочных аппаратов для якорей двигателей в Китае на данный момент
Высокочастотный 15 кГц обеспечивает чистый выходной ток постоянного тока, в то время как некоторые сварочные аппараты работают на частоте 2 кГц, 4 кГц, не являясь высокочастотными
Постоянный ток может обеспечить сварку каждого сегмента без колебаний, поэтому аппарат постоянного тока быстрее и экономит электроэнергию
8- Есть ли предупреждающий знак для плохой сварки?
--- Да, у машины есть эта функция
(4) Параметры сварочного аппарата:
Диаметр проволоки: 0,01 ~ 1,2 мм
Наружный диаметр якоря: 20 ~ 100 мм
Высота стопки якоря: 10 ~ 100 мм
Наружный диаметр коллектора: 8 ~ 70 мм
Источник воздуха: 5 ~ 7 кг/см2
Сварочная мощность: 10 ~ 30 кВт
3-фазный переменный ток 380 В 50 ~ 60 Гц
Вес: около 350 кг
Источник питания для сварки: разработанный Wind Automation высокочастотный 15 кГц, 500 ~ 5000 А
Система управления: японский ПЛК Mitsubishi
Система позиционирования: японская сервосистема позиционирования Mitsubishi 7-дюймовый сенсорный экран
(5) Особенности:
1) Аппарат точечной сварки коллектора для горячей клепки проводника, тонкой или большой проволоки, высокочастотный
инверторная сварка и горячая клепка коллектора с мелкой и крупной проволокой, с отдельным
устройством водяного охлаждения (действует как кондиционер)
2) Сварочная операция связана с площадью вольфрамового стержня, давлением, временем сварки, значением сварочного напряжения и тока
3) Наружный диаметр якоря, размер вала связаны с оснасткой
Нормальный диапазон наружного диаметра якоря 20 ~ 60 мм
Вал менее 16 мм Размер вала
(6) Отзывы международных клиентов:
В 2025 году
Компания XYZ также имеет сварочный аппарат, построенный Shanghai Wind Automation Equipment, как показано на рисунке.
Цанга износилась, и мы ищем замену. Можете ли вы указать цену замены цанги для этого аппарата?
Пожалуйста, нажмите на ссылку ниже, чтобы посмотреть видео
Контактная информация
Shanghai Wind Automation Equipment Co.,Ltd
Контактное лицо: Ms. Emily
Оставьте вашу заявку
Больше горячая укрепляя машина
-
220V / 380V 50Hz Коммутаторная смесительная машина с сенсорным экраном 600KGS
-
Тиг сварка без коммутатора машина горячего забивания для интегрированной сборки стартер генератора
-
70 КВА сварка арматуры сборщик точка сварка горячее накладывание машина сварщик
-
Автоматическая машина для сварки аргоновой дуги для сварки двигателя
-
Проводная сварка коммутатор Сплавная машина Ультразвуковая волна Металлическая сварка для автомобильного статира
-
Полностью автоматическая коммутаторная штанга для малых двигателей постоянного тока